供需大廳
供需大廳
 登錄/注冊
登錄/注冊 供應商登錄
供應商登錄











榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。
歡迎來到榮格工業資源網!

供需大廳

登錄/注冊

公眾號

更多資訊,關注微信公眾號

小秘書

更多資訊,關注榮格小秘書

郵箱
您可以聯系我們 info@ringiertrade.com

電話
您可以撥打熱線
+86-21 6289-5533 x 269
建議或意見
+86-20 2885 5256
頂部

榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。



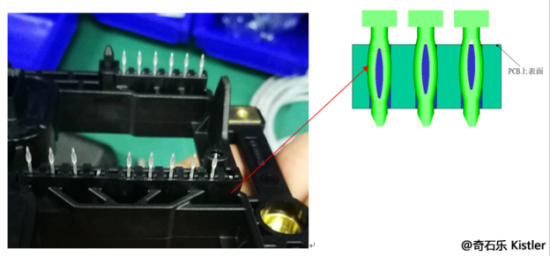
PCB板的壓裝主要是pin針,在汽車上基本上不會用焊接的,現在的主要工藝叫press-fit,類似卡扣的一個魚眼結構,卡到PCB板或者連接器上去。
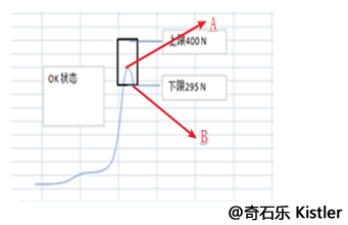
Pin針的壓裝過程是要監控pin針的卡扣是不是卡到位。我們來看一下曲線,里面有幾個關鍵的地方:先看曲線中的B點,B點相當于接觸點,什么時候去接觸。A點是卡扣卡入的最大力點,從開始到達A點的過程相當于卡扣卡入的過程。卡扣處于縮緊狀態,到達A點后卡扣張開,張開后作用力下降,然后趨于平穩,再往下的話到達一個限位,到達限位力的曲線就會陡然上升。所以,第一我們要監控B點接觸點的力,前面講過如果接觸點的力對中不好,接觸點力太大的話會把pin針壓歪;第二,A點卡扣卡到位的點最大力是多少。此點是用來確認卡扣是否卡緊的狀態。
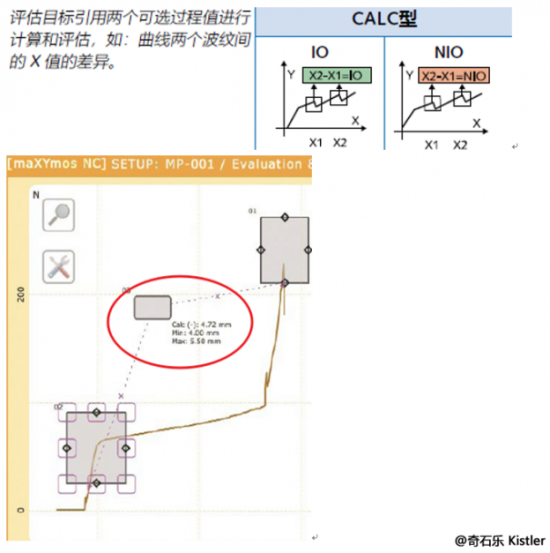
第三,我們除了看力,還要看位移。在這我們不是看絕對位移,而是要看A點和B點接觸位置的位移差。位移差和pin結構設計是一一對應的。正常來講,我的結構的設計就是從pin針的底部到中間某一個位置正好是它卡到位的距離的深度,所以我要監控這兩個位移的差。我們只有確定了這兩個力匹配了,位移匹配了,才認為卡扣真正的卡到位了。而不是說最大力位置有異物,或者放斜了壓裝產生的最大力的情況。這塊,傳統的情況下我們可能借助PLC來實現。奇石樂的伺服壓機系統中可以使用Calculate功能來實現,calculate不像一個方框只檢測一個位置,calculate可以把這兩個方框的最大值最小值,進去值出去值,把它特征點的值取出來,在方框里可自動進行加減乘除四則運算,然后把計算的結果作為評估的條件。這樣就可以使用calculate功能系統自動判斷pin針的裝配過程是不是符合工藝要求。