 供需大廳
供需大廳
 登錄/注冊
登錄/注冊 供應商登錄
供應商登錄











榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。
歡迎來到榮格工業資源網!

供需大廳

登錄/注冊

公眾號

更多資訊,關注微信公眾號

小秘書

更多資訊,關注榮格小秘書

郵箱
您可以聯系我們 info@ringiertrade.com

電話
您可以撥打熱線
+86-21 6289-5533 x 269
建議或意見
+86-20 2885 5256
頂部

榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。




第一個適配階段,在Mazak 公司的Variaxis j-600 5X 五軸聯動加工中心上安裝Cellro 刀庫,該刀庫有256 個刀位,能夠保證長時間的持續運作。(圖源:Mazak 公司)
Kastner & Seitz 數控加工技術公司位于施塔恩貝格湖(Starnberg See)附近的伊京市,他們的加工車間就像是Mazak 公司的展廳一樣,結合了日本公司的機器品質和Mazatrol 數控系統,任何供應商都難以與之匹敵。
但現在Mazak 公司的銷售工程師Jürgen Schill面臨著一個難題——在向加工要時間的今天,是否考慮將五軸加工中心去代替Kastner & Seitz公司現有的兩臺臥式加工中心?
答案是否定的。因為Kastner & Seitz公司創始人Peter Kastner和Jürgen Seitz都堅定地認為,無論多么高效率的加工,首先必須確保能夠在德國這個高薪酬的國家順利地運作下去。
挑戰非生產性的非生產時間
生產加工的工件包含了尺寸長達700毫米的銑削件,材料從鋁到鋼、銅和鈦甚至有時還有塑料。公司擁有20名員工,按照三班生產工作制工作,客戶來自航天航空行業、半導體和電子工業以及通用機械制造業,有小批量生產也有重復性訂單。
令Kastner & Seitz公司感到自豪的是他們的主軸運行時間能夠達到5000小時/年。為了保證如此高的運作效率,他們不斷優化所有加工環境的工作步驟:簡化工作準備、縮短準備時間和豐富工具庫,這些都是提高生產效率的基礎。“在我們重組工作流程后,大大減少了因為錯誤的原材料、刀具或者裝置而造成的等待時間。我希望,每一名員工在任何時候都能夠快速獲取他們工作任務所需的信息和工具”,Seitz解釋道。因此為每一個訂單任務都制定了準確的工作計劃,除了夾具位置以外還提供了對刀具和所需裝置的說明。
大型刀庫提升生產效率
非加工時間的優化是成功的秘訣之一 ——連續不斷的自動化概念要求將非加工時間降至最低。首先從刀具開始:為了減少準備時間,刀夾和刀具總是放在一起并進行數字化分類。在機器上配有80-120把甚至240把的大型刀庫,可以節省操作者打開工具箱的時間。同時還可以儲存5000把組裝的刀具,通過一套可獨立調整的軟件進行監控,除了顯示長度和直徑等參數以外還會顯示圖像數據,以便簡單地重新再次確認。
在工件區域也同樣進行了優化:在測量區使用零點夾緊系統來夾緊工件。零點夾緊系統不僅能夠減少準備時間,還能保證操作的靈活性和速度。Kastner & Seitz公司參與了夾緊系統成批生產的開發過程。談及優點,Seitz講道:“如果接到了特殊訂單,我們會停止標準件當前的加工過程。不需要再進行任何調整,在完成特殊訂單加工后,標準件的生產加工可以立刻跟上,重復精準度為1 毫米!這樣才能保證我們的主軸運行時間最大化。”
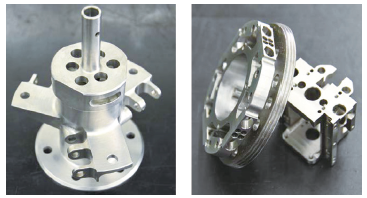
Kastner & Seitz 公司生產的復雜的車削件和銑削件。(圖源:Hanser)
對于某些需要五軸加工的訂單,Mazak公司原本推薦的是Variaxis j-600 5X五軸聯動加工中心。但是因為它的刀庫只有30個刀位,并且在機器內部的工作盤中只有18個刀夾,現在已經無法保證在整個周末進行連續無人操作了。
這家日本公司成熟的機器設計理念保證了機器能夠穩定并且無干擾的運行,然而有利也有弊——機器的性能雖然非常可靠,但是并沒有充分考慮到用戶的特殊需求(比如運行路徑)。而在德國,一家高度專業化的供應商應當能夠用標準機器滿足客戶的各種需求,這一點非常重要。
是時候改變方向了
Seitz回憶起項目成立之初的情景:“作為一名忠誠的用戶,我們從不懷疑Mazatrol數控系統的優勢和Mazak 公司的頂級服務,我們已經向Mazak 公司提出了自動化的需求。”Mazak公司隨即在內部組建了一個項目團隊,對Variaxis j-600 5X五軸聯動加工中心的完整的自動化方案進行試驗。Cellro 的刀庫有256個刀位。一個六軸機械手負責工作圓盤的裝配,從圓盤到主軸完成刀具的更換。
如此大型的刀庫完全能夠容納足夠多的工件,這是無人操作的第一步。此外還需要一個在生產周期內準備工件的裝置。選擇了Zero Clamp 公司的四軸裝卸機械手,占地面積非常小。細長的柱型結構能夠安裝在機器門邊,在有需要的時候能夠手動進行準備。在正常運行時則由機械手接管。和大多數不是移動毛坯件就是移動托盤的處理系統不同,這種裝卸機械手能夠自主更換夾具。使用該機械手能夠在不需要夾具的情況下儲存零件——這給分包加工增加了另一個優勢:靈活性。而且可以存儲的工件數量也增加了。“一個工作站可以容納十個零件,重量可達100公斤。這樣機器可以在周末無人監控的情況下持續運行。”Seitz解釋了這個裝置的用途。“唯一的問題是切屑桶,必須每六秒清空一次,我們馬上要采購一臺壓塊機。”

Fanuc 公司的一個六軸機械手正在從柱形刀庫中取出刀具更換到機器的工作圓盤上。(圖源:Hanser)
對于成功秘訣,Seitz表示:“必須要有強烈的想要改變的意愿,并且洞悉市場需求。”這也是Mazak 公司的座右銘。Kastner & Seitz 公司會定期拜訪客戶,從有意向的客戶處他們得知,這種將刀庫和裝卸單元連接在一起的做法廣受好評。
Mazak公司新建立的工程師部門現在正在為客戶的特殊需求尋找解決方案——未來將有很大的發展潛力。
