 供需大廳
供需大廳
 登錄/注冊
登錄/注冊 供應商登錄
供應商登錄











榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。
歡迎來到榮格工業資源網!

供需大廳

登錄/注冊

公眾號

更多資訊,關注微信公眾號

小秘書

更多資訊,關注榮格小秘書

郵箱
您可以聯系我們 info@ringiertrade.com

電話
您可以撥打熱線
+86-21 6289-5533 x 269
建議或意見
+86-20 2885 5256
頂部

榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。



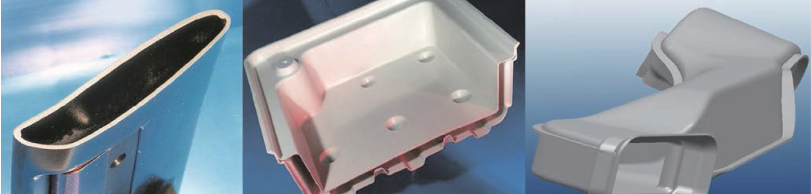
圖1 雙片材成型件(從左至右)汽車擾流板、育苗缽、空氣導管(圖片由Illig提供)
雙片材熱成型工藝可用于三維中空部件制造(圖1)。在采用這一工藝時,兩個熱塑性半成品(有時候厚度或顏色不同)同時被加熱,在不同模具中成型,并通過對模具施壓、利用余熱連接在一起。這一工藝是伴隨著壓模完成的,其前提是需要將半成品部件焊接在一起。還有其它可選工藝,如在加工出各個半成品件后采用粘合或焊接等傳統方法將兩個成型件連接起來。雙片材熱成型工藝的優勢在于,它可以防止連接過程中產生偏差,因為成型與焊接是在加工設備內部的同一模具中通過一次性操作完成的,此后,無需對兩半片材進行粘合或焊接。
然而,它也存在不利的一面,即無法利用柱塞助壓對半成品件進行預拉伸。因此,成型件的壁厚分布可能達不到標準熱成型工藝能實現的水平。此外,以眾多合同制造商使用的標準機器為例,只能對半成品件進行單邊加熱,這意味著需要較長的加熱時間。這些機器通常很難甚至無法采用氣冷,導致冷卻時間過長。也可能必須施加高鎖模力,具體視對焊縫線的要求而定。
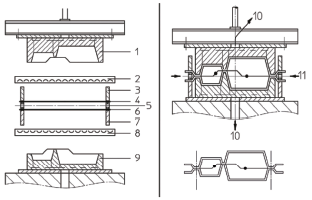
圖2 雙片材主要成型部件:上/下模具(1,9),加熱單元(2,8),鎖模框(3,7),半成品(4,6),中間鎖模框(5),真空連接件上/下(10),以及將空氣從環境中引入,以形成真空的部件(11)。左、底部:雙片材成型部件,未修邊(圖片由Illig提供)。
表1列舉出了一步式雙片材熱成型工藝與多階段工藝(如先成型后焊接)之間的重要區別。圖2描述了雙片材熱成型工藝的原理,而圖3則顯示了一臺機器在手工操作時的工藝過程。該工藝所需的標準配備(除模具外)包括上、下鎖模框,在大多數情況下還需要一個中層鎖模框。中層雙片材鎖模框需要一定空間,這就是為什么上部加熱單元的高度必須可調,以及鎖模框為什么需要配備直接驅動的原因。此外,上、下臺面還需要真空及溫度控制連接器。
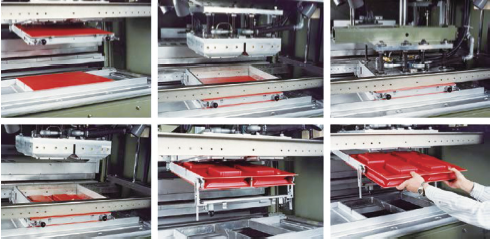
圖3 配有雙片材成型機構的人工操作設備工作流程:插入兩塊模板、施加鎖模力、(加熱后)成型、(冷卻后)脫模、打開鎖模框、(從左至右)取出成型部件(圖片由Illig提供)。
雙片材熱成型工藝的總體特性
幾乎所有的熱塑性塑料都能焊接,因而這類材料也極適用于雙片材熱成型工藝。成型件兩半部分的壁厚分布分別對應于未利用柱塞助壓進行預拉伸的單個部件。因此,在高拉伸率的情況下,壁厚分布欠佳。
熱成型站能對兩個片材進行單側加熱:上半部分從頂部加熱,下半部分則從底部加熱。根據半成品件自身類型與厚度、加熱時間以及輻射強度的不同,兩半部分表面可能存在相當大的溫差。未直接加熱的較冷一側的當前溫度必須足以完成兩半部分的焊接。這就是為什么加熱時間是雙面加熱的兩到三倍。更重要的是,單側加熱塑料意味著材料必須承受更高的熱負荷。
與標準熱成型相比,雙片材成型的冷卻時間是其2.5-4倍。采取特別措施可減少這部分時間,例如利用壓縮空氣吹掃部件內腔。
影響焊縫質量的主要因素包括焊接溫度、焊接壓力以及接縫設計(表1)。這就是必須檢查每個雙片材成型部件所需的鎖模力以及機器可提供的鎖模力的原因,這一點至關重要。
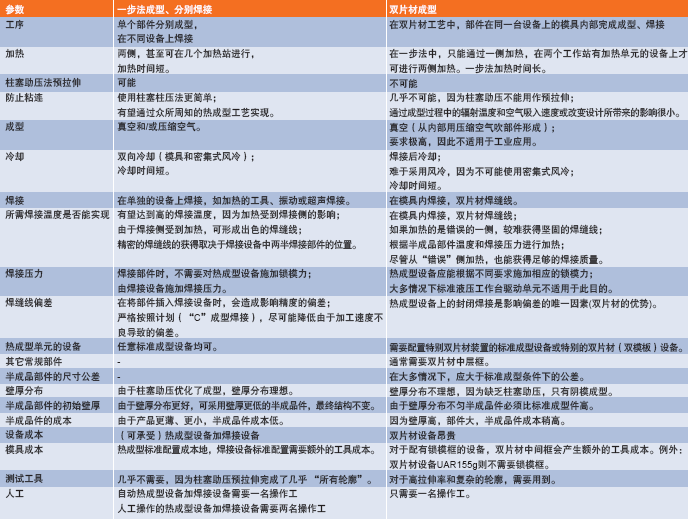
表1 一步法成型(單獨焊接)與雙片材工藝的比較:在加工由兩半部件組成的產品時的差異對比(圖片由Illig提供)。
實際應用案例:PE泡沫空氣導管
以用于車內加熱或降溫的空氣導管為例,傳統上這種產品采用PP擠吹而成。最近又出現了另一種生產技術,即化學交聯PE泡沫薄膜的雙片材熱成型。質地柔軟、韌性好的PE泡沫管優于壁厚約1毫米的剛性PP管。除重量較輕外,PE泡沫薄膜的雙片材熱成型還有更多優勢:與硬質吹塑管相比,泡沫結構帶來了更低的導熱系數,且降噪性能更佳。此外,因為PE泡沫管質地柔韌,它更便于安裝在難以接近的區域。
柔性泡沫管可以在配有過程控制的Illig UAR 155g片材熱成型機上生產,這款機器可用于雙片材技術,采用伺服電機驅動以完成精確的、可重現的快速動作(圖4)。即便是重達1噸的模具重量,仍可實現高達500 mm/s的移動速度。工藝的所有環節均為全自動運行。
圖4 PE發泡膜復雜的3D 幾何形狀。車用空氣導管重量非常輕且柔韌度高,采用UAR 155g熱成型設備經雙片材 (雙模板)加工而成(圖片由Illig提供)。
兩個傳輸單元采取上下配置,其距離可調,從兩個卷膜單元向機器供應3-4 mm厚的PE膜。成型站配有加熱單元,上下臺面分別接收模具兩半部分,成型臺可以調整高度從單側加熱兩部分膜結構,表面溫度最高可達200°C。加熱完成后,兩個加熱單元迅速移出熱成型站,用時不到3秒,使得成型開始時膜的冷卻程度最低。
發泡膜加熱時會延展開來,除非半成品件在加熱階段可以擴展和延伸,否則還會發生下垂。因此,在加熱時,必須防止兩部分膜結構相互接觸,這點十分重要。相應調整兩個鎖模層的間距可以避免下垂。對于半成品的小范圍輕微下垂,50mm的間距通常就可以了。如果下垂范圍較大且更明顯,間距必須顯著加大至約200mm。
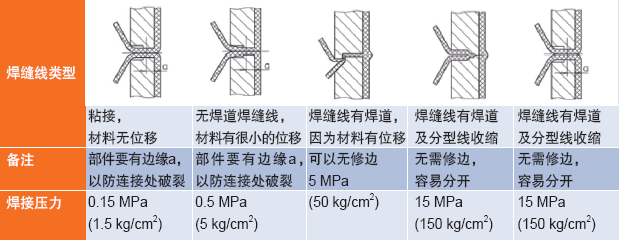
表2 雙片材成型件焊縫線類型:焊接線設計和修邊差異(圖片由Illig提供)
這臺機器沒有鎖模框或中層框。當模具的兩半部分接觸到預熱過的膜結構時,對膜進行機械式預拉伸,封閉住模具兩半部分的外邊緣。然后,中空體的兩半部分依靠真空成型,并沿成型件的外緣焊接在一起。在這一階段,確保兩部分膜結構表面不提前(比如說在成型開始前)相互粘連,是至關重要的。使兩個臺面之一受控延遲,可以防止這一現象,因為在這種情況下,一個半模會先于另一半接觸并吸住膜結構。
為在中空部件內形成真空,兩部分膜結構必須在焊接前最終成型,或者在成型過程中讓空氣從外部流入中空部件內部。這一要求可通過在模具焊縫中置入通道型縫隙實現。通道型縫隙還有利于部件冷卻,從而縮短周期時間,盡可能實現經濟效益的最大化。除了通過模具兩半部分的溫度控制以實現冷卻,中空部件內的空氣流動也有助于其降溫。冷卻空氣通過模具中配置的針口進入雙片材成型部件,吹入中空部件后,經通氣管流出。冷卻后,成型部件即從模具中移出,它們仍通過連接橋固定(部件與廢棄料之間的細小連接),以防止從成型站中掉落。
熱成形泡沫塑料中空部件不可修整成無框的形狀,因為它們總是存在外部焊縫線。針對空氣導管設計的PE發泡膜在150°C的表面溫度、約0.4 MPa(4 kg/cm2)的壓力下很容易焊接在一起。然而,由于泡沫密度低、彈性高,即使在壓力極高的情況下,雙片材部件內也不會形成焊道。不推薦采用高壓力,因為這將消耗掉更多泡沫的熱量,從而降低焊縫線的強度。PE泡沫空氣導管的外部焊縫約為 3至4mm寬。
總結
在歐洲,雙片材部件大多是在改良的標準熱成型機上生產的,它們所要求的焊縫類型與整體焊接表面對機器的鎖模力具有決定性的影響。只有少數熱成形部件具有輕度拉伸,因此,即使在無柱塞助壓的情況下也易于生產。在通常的雙片材工藝中,無法利用柱塞的機械預拉伸改善壁厚分布,在不利的情況下,必須采用較厚的半成品來加以糾正。由于邊緣部位的拉伸,雙片材技術需要比標準熱成型工藝更大的成型區域。如同在某些機器上一樣,由于對半成品采用單側加熱,冷卻條件不利,雙片材成型所需的周期時間總是高于標準熱成型。
少量雙碗成型部件通常采用粘合連接方式。對于數量較大的情況(約5000件起),雙片材成型的材料用量高于標準熱成型。對于產量較大的部件,半成品部分分別成型然后再焊接的成本更低。
最終,在批量生產中是否采用雙片材熱成型工藝并非總是根據成本來決定的。在很多情況下,焊縫的微小偏差是決定性因素。如果要求部件兩半部分實現無偏差連接,雙片材工藝就展現出超出其它技術的優勢,因為焊機可能產生的偏差要大得多。而對于PE泡沫空氣導管來說,雙片材工藝還有另一項優勢,即由于模具的表面積較大(UAR 155g單元的成型區域達1450mm x 1200mm),可在同一步驟中同時成型大小、幾何形狀不同的數個部件,而且每個部件造成的廢料更少,單個空氣導管的生產時間也更短。相應地,發泡膜空氣導管在成本上可與剛性PP擠吹管競爭,兩者單位生產成本大致相似。
