通過對先進高強度鋼和超高強度鋼熱沖壓技術的研究和推廣應用,汽車的碰撞性能得到顯著優化,并實現了汽車輕量化目標。超高強鋼板熱沖壓技術是全球汽車產業未來的發展趨勢,而CAE分析技術則是高強鋼板熱沖壓成形的核心。
隨著人們環保意識的逐漸加強和對汽車安全性能要求的日益提高,世界各國對汽車安全和環保法規的控制越來越嚴格。各大汽車公司紛紛通過汽車輕量化來減少燃油消耗、降低發動機的廢氣排放(在降低油耗、減少排放的諸多措施中,減輕車重的效果最為明顯,車重減輕10%,可節省燃油3%~8%)。為保證輕量化后仍能滿足碰撞安全要求,各大汽車公司在優化汽車框架和結構的同時,把工作重點轉向了新材料、新工藝的應用。在這種背景下,超高強鋼板熱沖壓技術應運而生。超強度鋼板熱沖壓是一種將先進高強度鋼板加熱到奧氏體溫度后快速沖壓成形,在保壓階段通過模具實現淬火并達到所需的冷卻速度,從而得到組織為均勻馬氏體,強度在1500MPa左右的超高強度零件的新型成形技術。通過對先進高強度鋼和超高強度鋼熱沖壓技術的研究和推廣應用,提高了汽車的碰撞性能,實現了汽車輕量化。
超高強度鋼板熱沖壓作為一種新興的技術,該領域公開發表的成果較少,存在技術封鎖和壟斷。國內外對超高強度板料熱沖壓核心技術的研究大都還處在探索與嘗試階段,尤其是CAE分析部分。本文綜述了超高強度鋼板料熱沖壓CAE分析技術的研究現狀,指出了存在的問題和發展方向。
1 熱沖壓成形CAE分析的研究現狀
CAE分析作為超高強鋼板熱沖壓領域的關鍵技術,可以分為成形過程分析(預測零件的熱沖壓可制造性)、保壓淬火過程分析(預測零件的組織和力學性能)和回彈分析(預測零件的成形精度)3個方面,下面分別加以論述。
1.1 成形過程的CAE分析
熱沖壓成形過程是指高溫奧氏體狀態下的板料在熱沖壓模具內所進行的短時間內快速成形的過程。由于板料在高溫奧氏體狀態下,因此,進行高強鋼板熱沖壓過程的CAE分析,首先要獲得高強鋼板在高溫下的力學性能。
在國外,意大利Padova大學以Nakazima試驗為基礎進行了相位轉變試驗與高溫成形試驗,獲得了高強鋼板的熱成形下的成形極限圖(Forming Limit Diagram,FLD),為熱沖壓的有限元仿真提供了準確的數據。
在國內,哈爾濱工業大學機電工程學院和材料科學與工程學科將坯料加熱到950℃左右使其奧氏體化,并保溫一段時間使奧氏體均勻化,從加熱爐中取出坯料,在等溫和非等溫成形條件下進行V形彎曲和槽形件成形試驗,從而獲得22MnB5的高溫力學性能。同濟大學選用安賽樂生產的USIBOR1500高強度鋼板,對其進行了高溫力學性能試驗的相關研究。
其次,熱沖壓成形階段CAE分析還需要根據材料的彈性模量、泊松比、高溫狀態下的應力應變關系和鋼板摩擦特性等來分析預測熱沖壓的可制造性。
在國外,瑞典律勒歐理工大學在2002年就用Gleeble 1500熱模擬試驗機進行了對熱沖壓鋼板22MnB5的高溫壓縮試驗和熱膨脹的測量,獲得了材料的力學性能和熱性能數據,建立材料模型模擬分析了熱沖壓過程中的成形力、板料厚度分布和硬度分布等。結果表明:在成形淬火過程中,板料因其內部組織的不同,力學性能變化很大;應變速率對不同溫度下的流動應力影響不同。德國亞琛工業大學通過有限元模擬并試驗驗證了22MnB5鋼熱沖壓成形過程的參數變化。紐倫堡大學在德國研究基金(DFG)項目的支持下對淬火鋼板的熱沖壓成形過程進行了相關研究,并在2005年進行了熱沖壓成形的基礎研究。
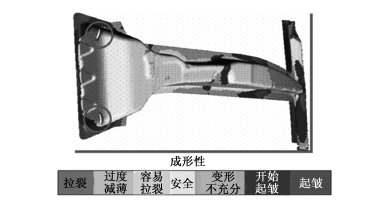
在國內,近些年來上海寶鋼集團通過大量試驗,在鋼板熱沖壓零件可制造性方面取得了一系列的突破,并能滿足部分工業要求。比如國內某些車型的B柱加強板的熱沖壓可制造性分析(圖1),并做了零件試沖和結果對比。可以說寶鋼的熱沖壓可制造性分析能較準確的預測零件的熱沖壓成形缺陷,這對優化、改進零件性質及熱沖壓模具都有重要作用。中國工程物理研究院計算機應用研究所與重慶大學機械工程學院利用SuperForm軟件,對帶直邊大型厚壁半球形封頭的熱沖壓成形過程進行了有限元模擬,得到了部分熱沖壓變形中坯料與模具摩擦等因素對成形影響的資料數據,給板料熱沖壓技術的發展提供了參考數據。吉林大學材料科學與工程學院應用三維彈塑性有限元模型和MSC.Marc軟件對橋殼的熱沖壓成形過程進行了模擬分析,通過在不同的溫度、沖壓速度、摩擦條件下的成形過程分析,發現在橋殼熱沖壓成形過程中,應力和溫度值雖然會隨沖壓溫度等工藝參數的變化而變化,但它們的分布規律不變。在此基礎上確定了最佳的熱沖壓工藝參數,其中沖壓成形溫度應高于700℃,沖壓速度應小于20mm·s-1。同濟大學機械與材料學院以安賽樂生產的USIBOR1500高強度鋼板為材料,采用熱模擬機和專門模具,主要研究了熱沖壓成形過程中板料加熱溫度、內部組織結構模式和沖壓速度等對沖壓成形的影響。華中科技大學材料科學與工程學院與吉林大學材料科學與工程學院以會議Numisheet 2008提供的B柱熱沖壓考題為基礎,建立了B柱熱沖壓模型,耦合數值分析得到了成形過程中的厚度分布。結果表明;截面厚度分布基本在試驗結果的±5%范圍內,在尾部圓角處厚度減薄量較大;熱沖壓的力能參數約為冷沖壓的十分之一左右。
圖1 B柱高強鋼板熱沖壓成形的仿真分析
1.2 淬火過程的CAE分析
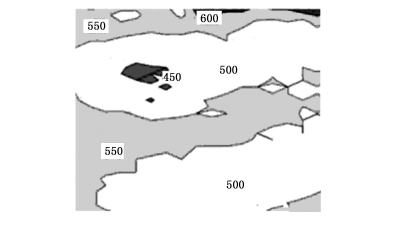
超高強鋼板熱沖壓保壓淬火過程是指板料在快速成形后,在模具內保持壓力的狀態下從奧氏體狀態以一定的冷卻速度進行淬火并得到均勻馬氏體組織零件的過程。該過程CAE分析主要是根據模具的冷卻系統進行復雜的熱力耦合分析來進行預測成形零件的組織和力學性能,圖2為模擬得到的成形表面的硬度分布。該技術是目前全球范圍內亟待攻克的技術難題,至今沒有很好的解決方案。保壓淬火涉及零件內部組織從奧氏體向馬氏體的轉變,以及由此帶來的零件力學性能變化。要提高保壓淬火的CAE分析精度,首先要準確預測在設定的生產節拍下,冷卻水以設定溫度、壓強和流量流入模具冷卻回路時對高溫鋼板能夠產生的冷卻速度,并考慮模具冷卻系統分布方式和尺寸等對整個零件淬火過程的影響,然后才是復雜的熱力耦合分析,進而預測零件的組織和力學性能。
圖2 模擬得到的成形后零件表面的硬度分布
德國亞琛工業大學通過有限元模擬并試驗驗證了22MnB5鋼熱沖壓保壓淬火過程的溫度與沖壓力變化。德國戴姆勒-克萊斯勒公司對熱沖壓淬火過程模擬中可能出現的難點進行了分析,特別闡述了熱沖壓模擬中的接觸傳熱和板料溫度分布的不均勻性。意大利帕多瓦大學在2006年用熱膨脹計獲得了22MnB5的連續冷卻轉變特征參數,得到馬氏體相變的初始溫度為382℃,并采用Gleeble 3800熱模擬試驗機對22MnB5材料進行了連續冷卻單向拉伸試驗,分析了不同初始溫度和不同應變速率條件下的流動應力,發現溫度是影響流動應力的主要因素,應變速率的影響較小。并且參照Nakazima試驗裝置開發了一種新型的高溫成形性能試驗裝置。伊朗Arak大學研究了熱變形條件對馬氏體轉變的影響。通過熱膨脹試驗和熱單向壓縮試驗,分析了變形初溫、應變量和應變速率對馬氏體開始轉變溫度及馬氏體含量的影響。
同濟大學機械工程學院與上海第二工業大學機電學院,運用傳熱學基本理論對熱沖壓淬火過程中傳熱進行分析,根據其傳熱特點建立解析模型并通過試驗驗證得出結論,熱沖壓過程中鋼板溫度呈指數變化。同濟大學機械材料學院以安賽樂生產的USIBOR1500高強度鋼板為材料,采用熱模擬機和專門模具,研究了保壓淬火過程中板料內部組織結構變化、保壓時間、冷卻臨界速度(淬火速度)、沖壓模具溫度變化等對淬火效果的影響。華中科技大學材料科學與工程學院與吉林大學材料科學與工程學院以Numisheet 2008提供的B柱熱沖壓考題為基礎,建立B柱熱沖壓模型,通過熱力耦合數值模擬分析了保壓淬火過程,得到了熱沖壓過程中板料的溫度及厚度分布規律。結果表明:板料壓邊區域溫度下降較快,但直到成形結束其溫度高于600℃,不會導致該處材料成形困難;零件尾部圓角處溫度過高,局部溫度過高會使板料產生局部流動,導致減薄過大;成形結束后,板料壓邊區域溫度較低,而尾部圓角及梁表面溫度較高,板料整體溫差在400℃左右。因此,使板料在保壓淬火過程中溫度的均勻變化是模具冷卻系統設計的關鍵。
1.3 回彈過程的CAE分析
板料熱沖壓回彈發生在保壓淬火完成并撤去壓力之后,彈性變形回復從而導致零件的形狀和尺寸發生變化而與模具不一致,這種現象叫做回彈。由于是在高溫淬火條件下成形,所以與冷沖壓回彈相比要小得多。此過程CAE分析的目的是利用計算機仿真技術來預測零件的成形精度。但到目前為止,回彈分析還是整個沖壓界都沒有妥善解決的世界性難題。每屆的國際NUMISHEET會議(板料沖壓仿真會議),都有關于回彈的標準考題和回彈CAE分析的階段性、局部性研究成果發布。由于之前的熱沖壓成形過程分析和保壓淬火過程分析的復雜性,導致最后階段精確的回彈分析變得非常困難。目前,業內基本上是通過制作樣模進行試沖,來檢驗零件的力學性能和尺寸精度,但延長了模具設計周期,增加了鋼板熱沖壓零件的制造成本。
國外在高強鋼板熱沖壓回彈方面研究較多的是日本東京大學的學者們,他們對高強鋼板的熱沖壓回彈和成形溫度進行了理論研究,并通過試驗對比驗證了在塑形變形區或彎曲變形區溫度高于750K時,成形零件的回彈有明顯的減少。意大利那不勒斯東方大學采用AutoForm軟件對DP600和TRIP800兩種材料的沖壓回彈進行了模擬。
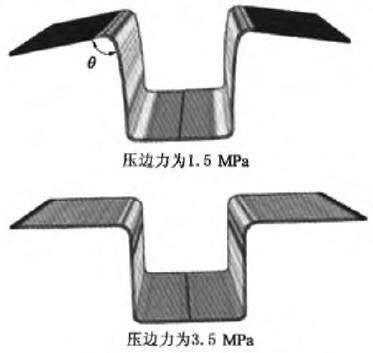
國內哈爾濱工業大學機電工程學院與材料科學與工程學院采用ABAQUS軟件對高溫下22MnB5高強鋼板溝槽形件沖壓成形進行了數值模擬研究。建立了基于熱力耦合彈塑性有限元模型和熱成形下的材料模型,通過對溝槽形件熱成形的數值模擬,考察了壓邊力、模具間隙和凹模圓角半徑等工藝參數對熱成形時溫度分布和回彈的影響,分析熱成形中回彈的產生機理,確定了合適的工藝參數,通過熱成形試驗驗證了數值結果的可靠性,圖3為模擬得到的壓邊力對回彈的影響。并研究了影響22MnB5超高強鋼板熱沖壓成形中回彈的因素。通過等溫度和非等溫試驗考察了變形溫度、熱成形終了溫度和壓邊力對熱成形后回彈的影響。得出結論:熱效應是引起回彈的主要因素,蠕變應變減少了熱成形后的回彈量,蠕變應變和熱效應是影響熱成形中回彈的主要因素。另外,華中科技大學材料成形與模具技術國家重點實驗室以回彈角作為回彈值,基于ISO2CD24213/2006方法,運用Dynaform對高強鋼板的沖壓成形及回彈進行數值模擬,分析了板料厚度、板料寬度、壓邊力、拉延筋及材料性能等因素對回彈值的影響。研究發現:在一定范圍內隨著壓邊力的增大回彈值呈減小趨勢。此研究為超高強度板料熱沖壓回彈的研究提供了參考。
圖3 壓邊力對回彈的影響
2 存在的問題和今后的發展趨勢
超高強度鋼板熱沖壓成形技術是將板料熱加工和淬火工藝相結合的一項較新的復雜成形技術。它使超高強度鋼板具有較小的變形抗力、塑性好、成形極限高,且成形零件的精度和強度高。但其CAE分析技術的發展還存在諸多缺點和不足之處,主要體現在:
(1)作為一個新興的技術,超高強鋼板熱沖壓CAE分析領域公開發表的成果較少,存在技術封鎖和壟斷,在這一領域各廠家也分別以企業技術秘密的形式,實行嚴格的技術保護和封鎖,見諸報道的都是分析的結果,而不是過程;
(2)準確的材料力學性能數據是高強鋼板熱沖壓CAE分析獲得正確結果的前提,目前對高強鋼板在高溫條件下力學性能的研究還較少,對淬火冷卻過程中的組織轉變及其對力學性能的影響還不是十分清楚;
(3)在確定導熱系數和摩擦系數時也存在大量的不確定因素,使得模擬結果與實際情況存在較大偏差;
(4)對熱沖壓模具冷卻水道的研究較少,在合理設計及優化模具的冷卻水道方面還有待于進一步的深入研究;
(5)對成形后零件的回彈研究較少,板料回彈分析沒有找到相適應的理論準則,使得回彈分析仍然是整個沖壓界都沒有妥善解決的世界性難題;
(6)缺乏專用于高強鋼板熱沖壓工藝的有限元模擬及優化軟件;
(7)高強鋼板熱沖壓過程的CAE分析,既涉及對板料成形及回彈過程等宏觀尺度的模擬,也涉及對奧氏體向馬氏體轉變過程的微觀尺度模擬,而目前還沒有關于高強鋼板熱沖壓過程多尺度模擬的文獻報導。
為此今后可以在以下幾個方面加大對超高強鋼板熱沖壓CAE技術的研究力度:
(1)以熱沖壓過程的成形階段為研究對象,通過試驗設備測量材料在奧氏體狀態下的硬度、微觀組織、流動曲線、材料熱物性參數、力學性能參數和成形極限等,建立由應變、應變速率和溫度表示的奧氏體狀態宏觀流動應力模型,為數值模擬研究提供可靠數據;
(2)為得到均勻馬氏體組織,需要研究熱沖壓冷卻階段相變機理,計算相關情況下的材料流動應力和組織轉變,建立考慮材料成形溫度、降溫速率及相變行為本構關系模型,加強對向馬氏體轉化的控制理論的研究,即向馬氏體的轉化百分比和晶粒大小及均勻程度等,為淬火冷卻過程的CAE分析奠定基礎;
(3)研究熱沖壓工藝成形過程的熱粘塑性有限元理論及建模方法;
(4)研究熱沖壓工藝冷卻階段的熱彈塑性有限元理論及建模方法;
(5)借鑒塑料模具和擠出模具在冷卻水道CAE分析和優化設計方面的成功經驗,深入開展高強鋼板熱沖壓模具冷卻水道的CAE分析和優化技術的研究;
(6)大力開展超高強鋼板熱沖壓零件回彈的CAE分析,在準確進行成形過程和淬火過程CAE分析的基礎上,提高回彈預測的準確性;
(7)同時考慮板料成形、回彈過程的宏觀變形和冷卻過程中奧氏體到馬氏體的轉變的微觀過程,開展熱沖壓過程的多尺度模擬研究,將成為超高強鋼板熱沖壓CAE分析的一個重要方向;
(8)在理論研究的基礎上開發出專用于熱沖壓工藝的有限元模擬及優化軟件,以便使工程技術人員可以利用模擬及優化軟件對相應零件的熱沖壓工藝進行數值分析及工藝優化,并根據模擬及優化的結果制訂合理的熱沖壓工藝方案。
3 結語
超高強鋼板熱沖壓技術是世界汽車業今后的發展趨勢,而CAE分析技術是高強鋼板熱沖壓成形的核心技術。國外熱沖壓CAE技術比較成熟,已經廣泛應用于實際的模具生產中。但由于技術封鎖等原因,我國超高強鋼板熱沖壓CAE分析的研究還不夠深入和系統,這極大地阻礙了超高強鋼板熱沖壓技術在我國汽車業的應用。大力開展超高強鋼板熱沖壓CAE分析技術的研究,才能打破國外在高強鋼板熱沖壓領域的技術壟斷,促進作為我國國民經濟的支柱產業之一的汽車工業的快速發展,降低制造成本,提高企業競爭力,早日使我國從世界汽車制造大國轉變為世界汽車制造強國。
 供需大廳
供需大廳
 登錄/注冊
登錄/注冊 供應商登錄
供應商登錄