 供需大廳
供需大廳
 登錄/注冊
登錄/注冊 供應商登錄
供應商登錄











榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。
歡迎來到榮格工業資源網!

供需大廳

登錄/注冊

公眾號

更多資訊,關注微信公眾號

小秘書

更多資訊,關注榮格小秘書

郵箱
您可以聯系我們 info@ringiertrade.com

電話
您可以撥打熱線
+86-21 6289-5533 x 269
建議或意見
+86-20 2885 5256
頂部

榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。



大約40年前,AEM聚合物就已被引入到彈性體市場。多數AEM聚合物是乙烯、丙烯酸甲酯和允許與二元胺硫化的酸性硫化單體共聚而成的三元共聚物。一些AEM聚合物是乙烯和丙烯酸甲酯的二元共聚物,這些共聚物被過氧化物硫化。由AEM化合物制成的零件都用于各種汽車應用,而且AEM聚合物的使用一直在穩步增長。
AEM化合物的一些極具吸引力的性能如下所示:
● EE、EF、EG和 EH 的耐熱性和耐液性采用 ASTM D2000測量評估(在175℃,從25%至80%份的IRM 903標準試驗油中測量其體積增加)
● 能滿足-40℃的低溫要求
● 在150℃具很好的壓縮永久變形性能
● 在發動機油和傳導液中150℃放置2000小時,仍顯示出良好的企業社會責任屬性
AEM化合物的終端應用包括:
● 渦輪增壓器軟管
● 傳動油冷卻器(TOC)軟管
● PCV(曲軸箱強制通風軟管)和EGR(廢氣氣體回收)軟管
● 自動變速箱密封件和墊圈
● 發動機密封件和墊圈
● 許多其它應用
AEM二元共聚物
本文重點關注制造AEM二元共聚化合物的最新改進。一般情況下,與AEM三元共聚化合物相比較,由AEM二元共聚物制造的化合物表現出其一些優缺點。表1總結了這些差異。

表1、AEM二元共聚化合物和三元共聚化合物對照表
二元共聚化合物的一些主要優勢是它們不需要二次硫化步驟,它們可以使用聚酯纖維并可輕松地應用作阻燃化合物(用氫氧化鋁或氫氧化鎂,簡稱為NHFR或非鹵化阻燃劑)。
AEM三元共聚化合物在注塑成型機中可以在相對較短的周期時間內模制成型。化合物在完全硫化之前就可從模具中移出,且其熱撕裂強度高。然后硫化反應在二次硫化步驟中完成。相比較而言,AEM二元共聚化合物必須使用相對較長的周期時間,以確保具有良好的壓縮永久變形值。

圖 1、O型圈成型試驗,O形圈去除
通常,注塑成型部件制作速率受注塑機設定的周期時間所限制。在某些情況下,與不需要二次硫化步驟,但要使用相對慢的周期時間的AEM二元共聚物相比較,模制成型三元共聚化合物更為經濟,因其有著快速的周期時間以及可用二次硫化步驟。
AEM二元共聚物注塑成型工藝的改進
AEM三元共聚化合物可減少模具結垢,具更好的熱撕裂和較短的周期時間,其注塑成型便易性有著顯著改善。改善的關鍵是重新設計聚合物體系結構一系列的步驟。
同樣,改進的聚合物技術已應用于AEM二元共聚物,從而使AEM二元共聚化合物在注塑成型過程中有著重大的改善。使用普通的AEM二元共聚物(簡稱AEM DP)和改進的AEM的二元共聚物(簡稱AEM 2122)兩類“典型的”AEM二元共聚化合物進行一系列注塑成型試驗。兩個配方列于表2,同時列出一些物理性能。
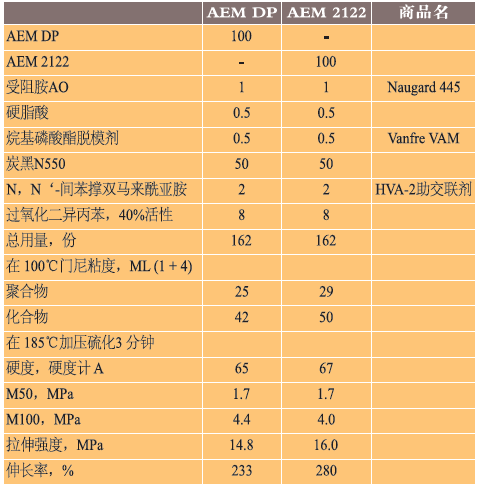
表2、用于注射成型研究的AEM DP和AEM 2122配方
AEM 2122化合物具有稍高的門尼粘度(聚合物和化合物),以及改善的拉伸和斷裂伸長率屬性。
注射成型試驗在40型腔O型圈模具(D214 O型圈)上運行,試驗通常運行大約 40個周期。在每個周期的末尾,O型圈能通過自動掃(自動化的步驟)或手動移除。主要的測量是有多少O型圈已被手動移除。圖1顯示了一些試驗步驟。
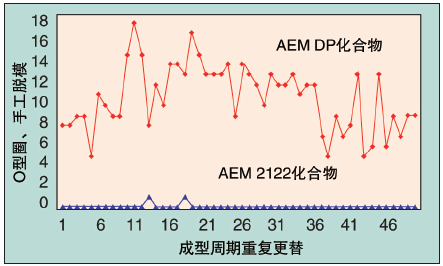
圖 2、AEM DP與AEM 2122,在185℃ 30秒手工移除O形圈的數量
對AEM DP和AEM 2122化合物進行了幾個不同的注射成型對照試驗。圖2顯示了當在185℃使用30秒成型時間時,每個周期之后有多少O型圈被手動移除。在進行實驗室評估中,所有成型條件下,AEM 2122化合物表現出明顯優于AEM DP化合物。
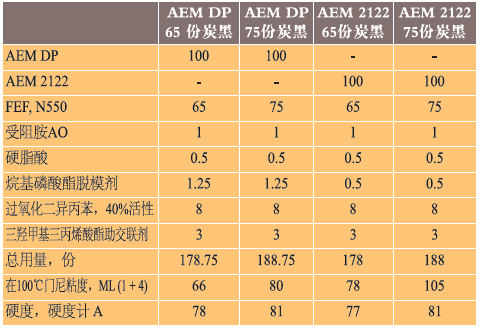
表3、AEM DP和AEM 2122化合物模堆積測試
改進可擠出性
采用小型實驗室試驗來預測一種化合物在大型擠出機中擠出的好壞并非易事。實驗室測試被設計用于測量模堆積,用于描述在模具表面化合物的粘性功能、過程溫度和剪切速率。擠出過程中模堆積可能是一個嚴重的問題(圖3)。
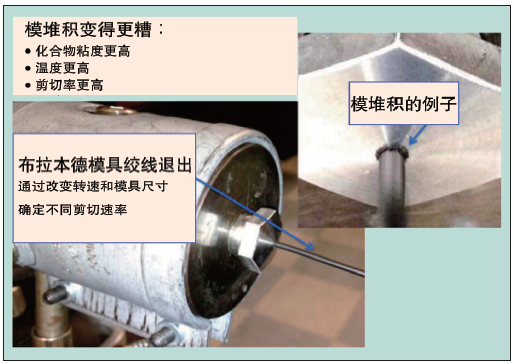
圖 3、模堆積的實驗室試驗
使用一個小型Brabender實驗室試驗儀測試 :
● 通過改變模具尺寸和轉速,剪切速率的變化從約80/秒到1,000/秒
● 加工溫度的變化是從100℃到120℃
● 混合物的粘度隨加入的炭黑量而改變
● 每次測試條件是運行10分鐘,然后檢查模具看看是否有模堆積
● 如果沒有模堆積,然后提高剪切速率或溫度。
圖3顯示了設備模堆積的例子。
四種化合物所測定的模堆積列示于表3中。
有助于AEM DP化合物具有低模堆積的兩個因素是:
● 較低的化合物粘度(一般來說,當粘度增加時模堆積會變得更糟)
● 更多的脫模劑(較高量的烷基磷酸酯會減少模堆積的概率)
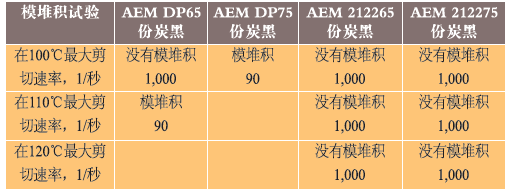
表4、含AEM DP和AEM 2122化合物的模堆積研究
模堆積結果如表4所示。在模堆積測試中AEM 2122化合物表現更佳,即使它們有更高的粘度和低的脫模劑。在此研究中,甚至當剪切率高達1,000/ 秒和溫度升至120℃時,AEM 2122化合物均沒有出現模堆積問題。AEM DP化合物沒有在 120℃下測試,因為它們在更低溫度下已失效。

表5、過氧化物在3、5或7個半衰期后仍處于活動狀態
改善硫化性能
AEM 2122化合物的主要優勢是,無論是注塑成型還是擠出加工,比起AEM DP化合物,它們的加工過程更為便利。預計AEM 2122化合物還將有一步變化改進硫化性能,特別是壓縮永久變形。結果證明,在拉伸和斷裂伸長率屬性方面,AEM 2122化合物略優于AEM DP化合物,壓縮永久變形則與AEM DP化合物類似。
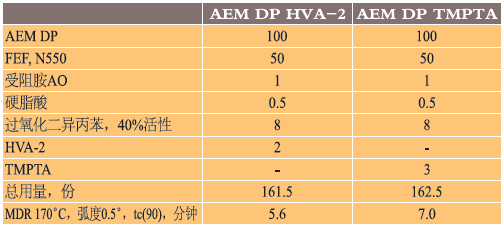
表6、化合物壓縮永久形變與過氧化物半衰期的對照研究
圍繞 AEM 2122化合物的性能改善,同時又不會犧牲其加工優勢方面進行了一系列的配方研究。
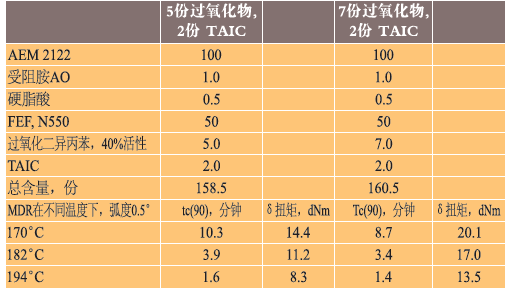
表7、AEM 2122配方,在不同的MDR測試溫度下的δ扭矩和Tc(90)
壓縮永久變形-過氧化物半衰期
過氧化物的供應商一般推薦設定不同硫化條件使其有5到7個半衰期。這有助于確保硫化完全,這有助于提供良好的壓縮永久變形和熱老化性能。表5列出了在經過3、5或7個半衰期后,還有多少過氧化物是仍處于活躍狀態。
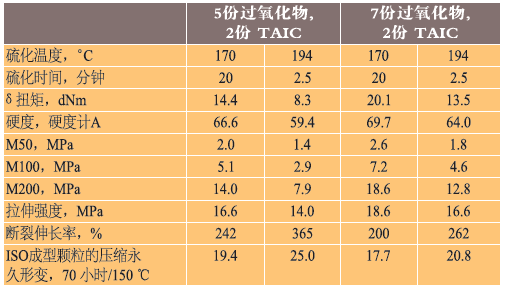
表8、模壓成型樣品重點放在δ扭矩的硫化性能
過氧化物3個半衰期后,仍有12.5%的過氧化物處于活躍狀態,而且在隨后的壓縮永久變形測試過程中或熱老化過程中它仍可發生反應。如果硫化條件設置為3個半衰期,壓縮永久變形將會是相對較高,且熱老化也會相對較差。
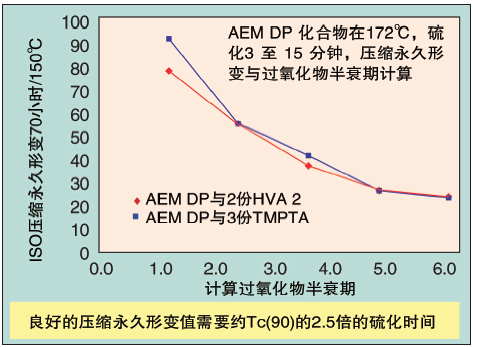
圖 4、壓縮永久形變與半衰期計算
對AEM DP化合物進行了研究,以期了解當計算半衰期作用時,其壓縮永久形變是如何變化的。混合物配方如表6所示。一種化合物采用 HVA 2(N,N‘-間苯撐雙馬來酰亞胺)作為助交聯劑,而另一化合物采用TMPTA(三羥甲基三丙烯酸酯)。這兩種化合物采用二異丙苯過氧化物作為硫化劑。
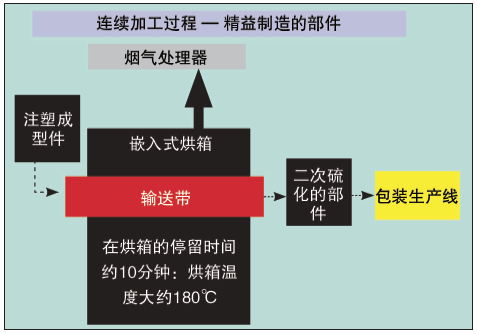
圖 5、連續二次硫化過程“精益”制造部件
化合物172℃硫化,硫化時間從3至15分鐘各不相同,測量壓縮永久形變(ISO成型顆粒,70小時/150℃)。結果可在圖4中看到。當計算的半衰期增加時,壓縮永久形變持續減少。在172℃ 15分鐘后獲得最佳的壓縮永久形變。這超過Tc(90)時間的兩倍。從許多不同硫化研究中主要尋找到硫化時間大約兩倍于 Tc(90),而化合物有較好的壓縮永久形變。這意味著良好的壓縮永久形變和快速的硫化時間的組合是一個非常困難的目標。
壓縮永久形變-助交聯劑的選擇
助交聯劑的類型和用量對過氧化物硫化化合物的硫化性能具有顯著的影響。幾種不同的助交聯劑在AEM二元共聚化合物中得到評估。評估要點表述如下:
● 采用MDR測量發現HVA 2化合物具有最快的硫化速率。它們具有最低的Tc(50) 和Tc(90)值。然而,與其它化合物相比,它們并不顯露出具有更快的壓縮性能(圖4)。它們有相對較差的熱撕裂性能。
● TMPTA化合物具有相對較好的熱撕裂性能。但TMPTA化合物有一些燒焦問題,壓縮永久形變性能不如某些其它助交聯劑。
● TAIC(三烯丙基異三聚氰酸酯)化合物具有良好的熱撕裂、低燒焦和低壓縮永久變形的最佳組合。這是本研究中所選擇的重要助交聯劑,詳見本文稍后討論的內容。
壓縮永久形變-δ扭矩-更快的硫化率-模壓成型
進行一系列模壓成型研究,以找出能給出很好的壓縮永久形變和快的硫化率的化合物和硫化條件。為過氧化硫化化合物加速硫化率的一種方法是提高硫化溫度。這種方法的缺點是過氧化物的效率會下降,這會導致硫化狀態變低(較低模量、較高的伸長率和更高的壓縮永久形變值)。較高硫化溫度和較高過氧化水平的組合常常給出低的壓縮永久形變值和快的硫化率。來自本研究工作的例子如表7和8所示。
值得注意的是,當含5份過氧化物的化合物在170℃硫化和含7份過氧化物的化合物在194℃硫化進行比較時,這兩種化合物有類似的δ扭矩。從170℃增至 194℃時,Tc(90)大幅減少。當硫化溫度從170℃增加到194℃時,含5份過氧化物的化合物具有較低的硫化狀態。并可看到急劇下降的硬度和彈性模量,以及伸長率和壓縮永久變形的增加。
含7份過氧化物的化合物在194℃硫化2.5分鐘,與含5份過氧化物的化合物在170℃硫化20分鐘有著非常相似的性能。當它在170℃硫化時,它有相對較高的硫化狀態(高硬度和高彈性模量,低伸長率和低壓縮形變)。
進行的其它幾項研究重點關注改變過氧化物含量和硫化溫度。當在適當的MDR測試溫度其δ扭矩值相近時,在適當的硫化溫度時其硫化性能亦相近。在這些研究中的配方唯一的變化是過氧化物含量。
注射成型試驗
為商業化生產的AEM 2122化合物模制成型的兩個關鍵要求是一個快速的周期時間和良好的壓縮永久形變。如果含過氧化二異丙苯的AEM 2122化合物在大約 170℃硫化,要獲得很好的壓縮永久形變所需要的硫化時間大約是20分鐘,這對于商業產品來說實在是太長了。
如果硫化溫度提高至194℃,要達到良好的壓縮永久形變所需要的硫化時間下降到大約2分鐘。過氧化物含量應有所增加,以獲得在170℃時相同的δ轉矩。在較高溫度下最要關注的是化合物的加工性能。潛在的問題包括不佳的熱撕裂和粘模現象。

表9、AEM 2122化合物,注塑模具90秒
含AEM 2122化合物在194℃的注射成型試驗如表9所示。這種化合物類似于表7中含7份過氧化物的化合物,除了要有稍高的脫模劑量。最初,這種化合物在 195℃壓模成型3分鐘。然后在不同的時間和溫度注塑成型,包括在194℃ 90秒的周期時間,以及在194℃ 60秒的周期時間。使用了兩個不同的模具,一個用于制作標準橡膠塊(2.0毫米/70密耳厚)以測量性能,另一個O形圈模具用于制作D214 O形圈。對于AEM 2122化合物,在這兩個模具模制產品均沒有任何熱撕裂問題,也沒有模具結垢問題。壓模成型和注射成型塊兩者硫化物性也列于表9中。
化合物在194℃注射成型1.5分鐘顯示具有良好的性能平衡,包括低的壓縮永久形變值。注塑成型化合物不需二次硫化。
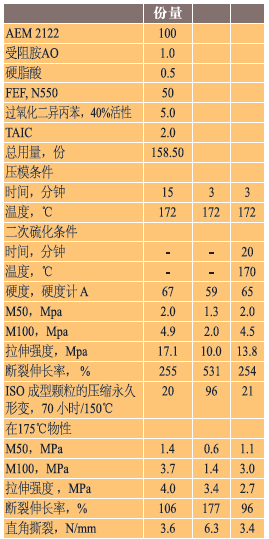
表10、AEM 2122 化合物短時加壓硫化并隨后二次硫化
注射成型加工超越壓縮成型加工的主要優勢是更好的熱傳遞。注塑成型的化合物加熱升溫更快,這是由于通過流道和澆口的化合物剪切熱所致。模溫或周期時間的輕微增加可能允許注塑成型部件擁有20%的壓縮永久形變值。
注塑成型后續二次硫化
如上所述,可以獲得快的周期時間和好的壓縮永久形變的一種方法是采用較高含量的過氧化物和更高的成型溫度。但這種方法一個潛在的問題是對于復雜零件(諸如通風管)有著較差的熱撕裂性。
要獲取快的周期時間的另一個選項是在較低溫度下成型,然后再使用一個短的二次硫化步驟。此選項的關鍵優勢是熱撕裂性能會更好,因為當部件從模具取出時存在輕微的欠硫化,且加工過程溫度將會降低。
AEM 2122化合物所需的二次硫化在180℃可以短至10分鐘。這一步可以在連續二次硫化爐(類似比薩烤箱)上進行,這將允許一個“精益生產”的過程。原理如圖 5所示。硫化爐的大小可放置5到10個模制件。相比之下,AEM三元共聚化合物連續二次硫化爐的大小需要能放置約150個模制件。
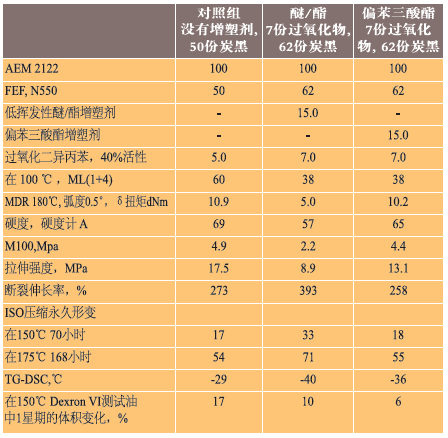
表11、偏苯三酸酯增塑劑應用于AEM 2122化合物
表10所示的AEM 2122化合物在172℃模壓成型3至15分鐘。僅硫化3分鐘的化合物具有很高的壓縮永久形變。硫化3分鐘的樣品也在一個空氣循環烘箱中172℃下二次硫化20分鐘。二次硫化的化合物性能已經非常接近對照組。
要預測從模具取出的化合物的熱撕裂性能并不容易。描述熱撕裂強度的兩個指標是在175℃時的伸長率和直角型抗撕裂強度。基于這些標準,化合物硫化3分鐘,不進行二次硫化,顯示出最佳的熱撕裂特性。
用于AEM二元共聚化合物的偏苯三酸酯增塑劑
論述AEM增塑劑的大多數文獻側重于在AEM三元共聚化合物中使用聚醚/酯類增塑劑。AEM化合物的另一個選擇是使用偏苯三酸酯增塑劑。在AEM 2122化合物中加入15份增塑劑,分別對聚醚/酯和偏苯三酸酯增塑劑進行評價。調整炭黑和過氧化物含量,試圖在硬度上與沒有增塑劑的對照組化合物相近。
結果如表11所示。從MDR曲線獲得的δ扭矩值再一次證實了所預測的良好硫化性能。相較于低揮發性醚/酯類化合物,使用偏苯三酸酯增塑劑的化合物具有更高的硫化狀態。尤其是,偏苯三酸酯增塑化合物(含7份過氧化物) 具有與對照組化合物(含有5份過氧化物)相近的物性和壓縮永久形變值。在該化合物中使用偏苯三酸酯增塑劑的兩個優點是,與對照組相比,該化合物具有較好的低溫性能,且在Dexron VI測試油中的體積膨脹值也低于對照組。
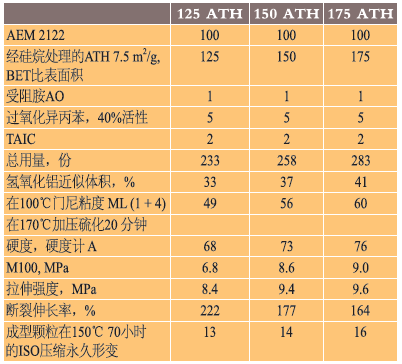
表12、AEM 2122非鹵化阻燃劑化合物
偏苯三酸酯增塑劑的使用是為改善過氧化物硫化AEM 2122化合物的另一個配方選項。增塑劑可以改善一些硫化性能,包括低溫性能和體積膨脹。它們有助于加工過程,因為它們降低化合物的粘度。最后,由于這種化合物可以使用更多的炭黑,增塑的化合物會降低原材料成本。
含非鹵化阻燃劑的AEM 2122化合物
AEM 聚合物已被使用多年,為電線和電纜市場制造的產品集中了低可燃性、良好的耐熱性和耐油性優點。由于氫氧化鋁和氫氧化鎂不含鹵素而被用作阻燃劑。大多數AEM NHFR化合物已使AEM DP聚合物,因為在所有AEM三元共聚物中不存在酸性硫化單體。酸性單體可與阻燃劑發生反應,這會導致粘度大量增加。

表 13、實驗室試驗方法
AEM DP化合物采用125、150 和175份的硅烷表面處理氫氧化鋁阻燃劑制造。樣本(2.0 mm厚)置于實驗室外進行可燃性試驗。所有三個樣品均通過了UL 94 V-0 測試。
含阻燃劑化合物由AEM 2122聚合物制成,化合物具有良好的物理性能。預計所有三個樣品均會通過UL 94 V-0要求。其配方和性能列于表12中。
對金屬的附著力
AEM三元共聚化合物通常與金屬有良好的附著力,這要歸功于三元共聚物中的一部分酸性硫化單體。水基或溶劑基粘合劑可以用于獲取與金屬有良好附著力的性能。
雖然AEM二元共聚物不具有酸性單體,但AEM二元共聚化合物可以與金屬良好粘附。在這個時候,需要溶劑基粘合劑,以確保AEM二元共聚化合物和金屬之間有良好的附著力。與金屬有良好附著力的水基膠粘劑的工作也正在開展中。
結論
過氧化物硫化AEM 2122化合物具有良好的平衡性能,它們包括:
● 化合物注塑成型工藝中,加工過程比AEM DP更佳
● 化合物擠出工藝中,加工過程比AEM DP更佳
