 供需大廳
供需大廳
 登錄/注冊
登錄/注冊 供應商登錄
供應商登錄











榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。
歡迎來到榮格工業資源網!

供需大廳

登錄/注冊

公眾號

更多資訊,關注微信公眾號

小秘書

更多資訊,關注榮格小秘書

郵箱
您可以聯系我們 info@ringiertrade.com

電話
您可以撥打熱線
+86-21 6289-5533 x 269
建議或意見
+86-20 2885 5256
頂部

榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。



夾芯部件的可見表面由原生材料制成,芯部則由回收材料制成。這一技術使生產的部件外觀完美無瑕且回收料含量最高可達50%。ENGEL的Skinmelt技術已被證實對此行之有效,即使面對復雜的部件結構也不例外。該方法既高效又經濟。在此工藝中,注塑機(圖1)配備兩套注射單元,一套是用于注射外層表皮的原生材料,另一套則是用于注射芯層的回收材料。

標題圖:芯部采用發泡回收材料而外層為原生材料包覆的馬桶座圈(側面剖開) © ENGEL
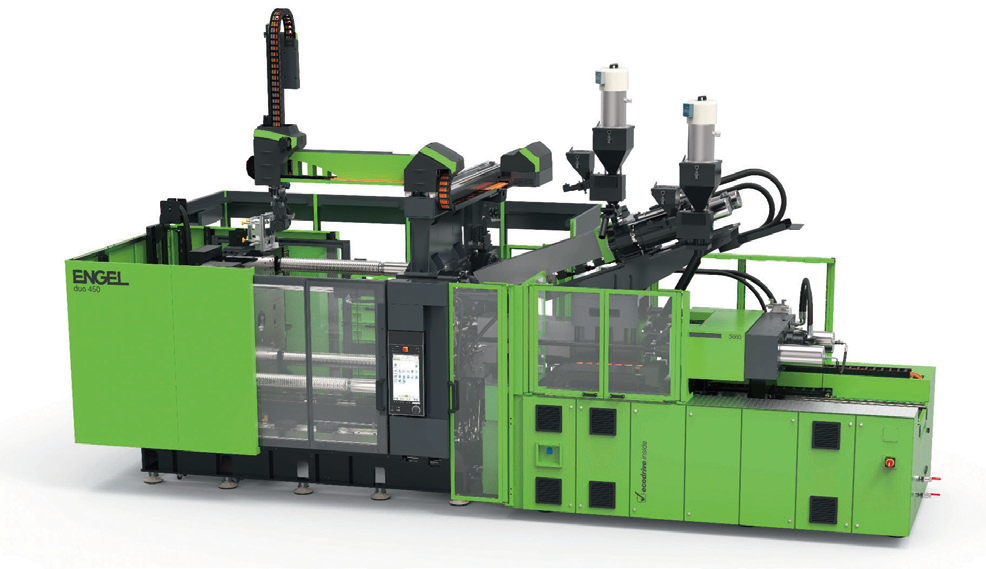
圖1:該注塑機配備兩套用于執行Skinmelt工藝的注射單元 © ENGEL
決定了層狀結構的工藝流程包含四個步驟。第一步,將兩種組分分別計量并注入相應的注射單元。隨后,表層組分單元移向芯部組分單元并與之壓合。第三步,將表層組分轉移至芯部組分的塑化料筒中。最后,表層組分單元升起,由下方的單元將整個塑料熔體注射入模,其中表層組分形成模制品的外皮(圖2)。
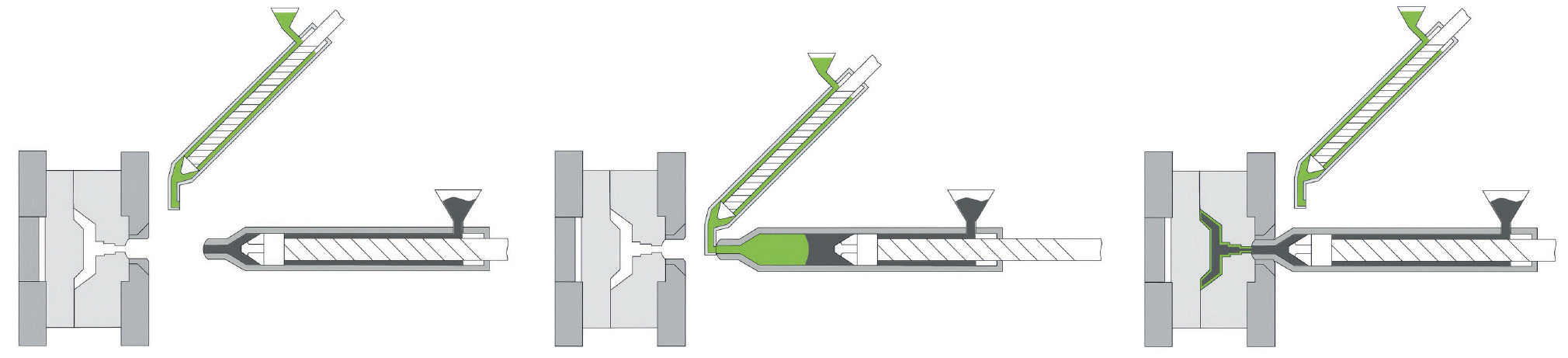
圖2:起始狀態下,裝有表層部件(原生材料,綠色)的W 單元向下移動并與裝有芯部組分(回收材料,黑色)的H 單元對接。兩種材料組分均由H 單元計量并注射,其中表層組分先行 © ENGEL
與傳統的共注塑技術不同,Skinmelt技術是將一定體積的表層組分定量注入芯部組分的塑化料筒中。這簡化了操作和處理,因為其注射過程與常規注塑成型類似。由于注射前兩種材料在同一單元中前后排列,因此可以確保最佳的熔體流動,且部件上不會出現切換痕跡。注射過程的最終階段是注射芯部組分,因此可以獲得更高的芯部占比,進而實現更高的回收料含量。
該工藝具有諸多優勢,其中最突出的一點是能夠生產出具有高質量表面光潔度的部件。同時,它還有助于減少碳足跡,因為由回收材料制成的芯部組分最多可占所用材料總量的50%。這也符合到2030年回收料含量達30%的法規要求,從而避免了不合規帶來的處罰。
為了進一步降低碳足跡和部件重量,芯部材料可進行發泡處理。該技術還可通過對芯材進行纖維增強來提升產品的機械性能,而且這一增強層從外部看是不可見的。此外,其涂層還可提供保護功能,在氣味和導熱性等方面均可產生積極影響。因此,塑料加工商能夠通過該解決方案將可持續性和成本效益結合起來。
德國制造的現代衛浴技術——一則成功案例
Sanitärtechnik Eisenberg GmbH(Sanit)公司在馬桶座圈的生產中采用了Skinmelt技術。選用該技術的主要原因是其芯材重量占比最高可達50%。這一高比例在其他夾芯工藝中通常難以或無法實現。ENGEL的技術使發泡劑可被用于芯部,從而減少材料用量。此外,產品本身也需要多層結構——熱塑性夾芯結構使馬桶座圈比以往的熱固性型號更具抗斷裂性。
這些馬桶座圈在一臺ENGEL duo雙模板注塑機上生產,其鎖模力為5000kN。該機器配備兩套注射單元:一套用于注射表層組分,螺桿直徑為70mm;另一套用于注射芯部組分,螺桿直徑為135mm。Skinmelt技術在塑料水箱上的應用目前已處于規劃階段。在生產過程中,該工藝在顏色更換方面也具有顯著的實用優勢。注塑成型工藝常會產生大量顏色混雜的“二次著色部件”,因無法滿足產品外觀要求而只能報廢。Skinmelt工藝正能有效解決這一問題。
過去更換顏色時可能需要丟棄多達50個部件,而現在完成這一過程則快得多,且二次著色部件極少,從而相應地提升了整體設備效率(OEE)。此外,無需對機器進行任何改造,裝有需著色表層組分的注射單元即可用新料單獨沖洗。沖洗完成后即可恢復生產,僅需四次注射便可清潔轉向頭和注射單元并重新開始生產合格部件。這之所以可行是因為注射單元從前端注入著色熔體,而剩余的芯部材料無需重新著色(圖3)。
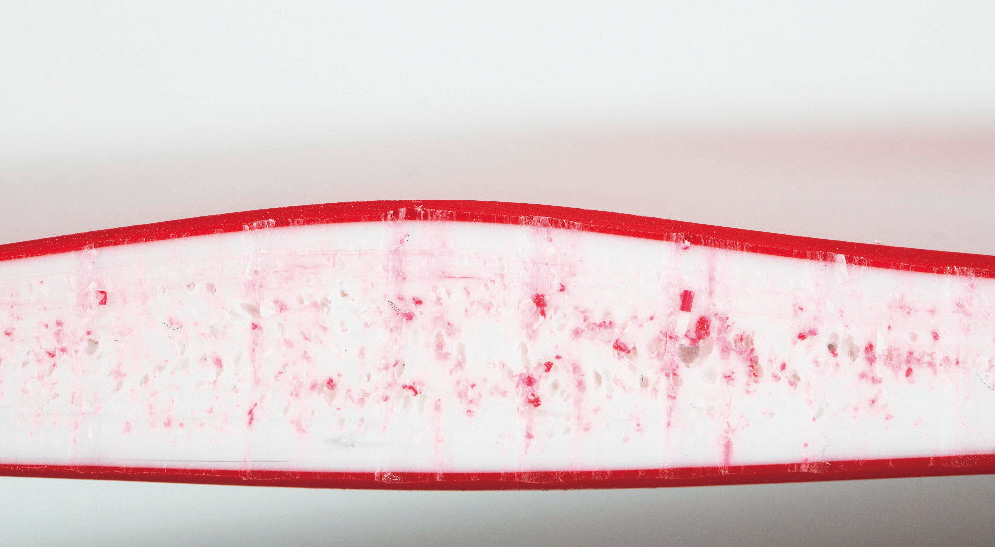
圖3:采用Skinmelt工藝生產的馬桶座圈截面圖,其芯部與外殼使用了不同顏色的材料 © ENGEL
除了優化馬桶座圈的機械性能,發泡工藝還具有更多優勢。實踐表明,在芯部使用發泡劑可使所需鎖模力降低約30%,并且注射過程中膨脹的氣體在模具的長流道中起到二次保壓的作用。這兩個因素同時為整個生產單元帶來了額外的節能效益。成品件(座圈和蓋板)由ENGEL公司的Viper 20線性機器人從模具中取出(圖4)。
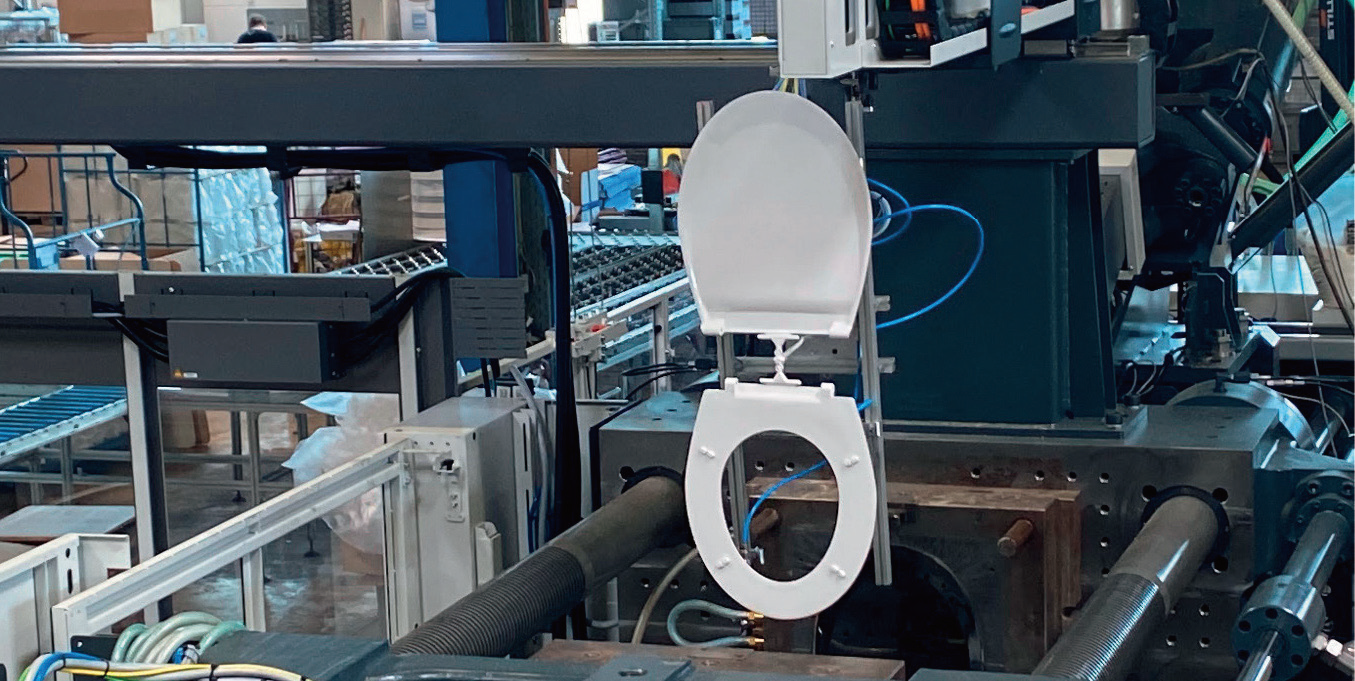
圖4:在Sanit公司的生產線上,一臺viper 20線性機器人正從ENGEL duo 500注塑機中取出一個馬桶座圈 © Sanit

圖5:與箱體的標準生產工藝相比,Skinmelt工藝可實現20%的二氧化碳減排 © ENGEL
巨大的二氧化碳減排潛力
Skinmelt工藝不僅僅在歐洲廣受歡迎。在Chinaplas 2024展會上,一套配備鎖模力為7000 kN的雙模板注塑機(duo)的生產單元備受矚目。它現場演示了一種芯部由回收材料發泡而成的箱體的生產過程(圖5)。這些箱體的規格包括單次注射重量1280g和循環周期56s。
這些收納箱由60%的新聚丙烯(PP,型號:Sabic 511MK 41)和40%的回收材料(型號:Sabic PPcompound 3320EH)制成,其中回收材料使用發泡劑(LD54NS;生產商:Joysun)進行了處理。由于使用了發泡劑,箱體實現了約5%的減重。此外,與標準生產工藝相比,使用回收材料使二氧化碳排放量降低了約20%(表1)。值得注意的是,1千克原生材料會向環境排放3.52千克二氧化碳,而1千克回收材料對應的排放量僅為1.59千克。
表1:生產1.28千克箱體的溫室氣體平衡計算示例(單位:千克二氧化碳當量/每個注塑件)。由回收料制成的芯部(Skinmelt)可節約資源 (來源:ENGEL)
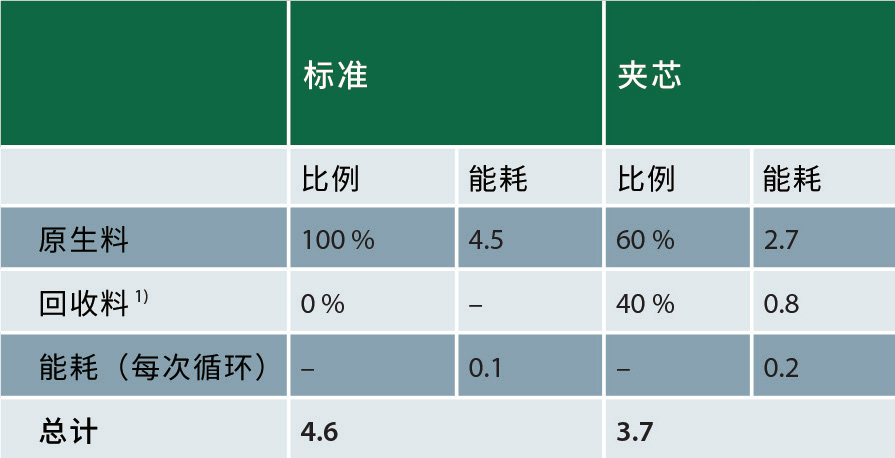
1) 包括粉碎、清洗和加工過程。
結論
Skinmelt技術的應用表明,通過創新制造工藝加工回收材料能夠獲得顯著的經濟和生態優勢。這些進展是塑料行業邁向更可持續生產工藝的重要一步。同時,夾芯工藝還提供了高度的靈活性——它展示了如何在歐洲經濟地生產出具有定制性能的塑料制品。
本文由榮格獨家翻譯自Plastics Insights雜志
作者:DI Stefan Fehringer,Dr. Klaus Fellner,Peter Grempel
來源:榮格-《國際塑料商情》
原創聲明:
本站所有原創內容未經允許,禁止任何網站、微信公眾號等平臺等機構轉載、摘抄,否則榮格工業傳媒保留追責權利。任何此前未經允許,已經轉載本站原創文章的平臺,請立即刪除相關文章。


