 供需大廳
供需大廳
 登錄/注冊
登錄/注冊 供應商登錄
供應商登錄











榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。
歡迎來到榮格工業資源網!

供需大廳

登錄/注冊

公眾號

更多資訊,關注微信公眾號

小秘書

更多資訊,關注榮格小秘書

郵箱
您可以聯系我們 info@ringiertrade.com

電話
您可以撥打熱線
+86-21 6289-5533 x 269
建議或意見
+86-20 2885 5256
頂部

榮格工業資源APP
了解工業圈,從榮格工業資源APP開始。



位于德國德爾布呂克的制造商Fraune Metallbearbeitung公司自1991年創立以來,不斷發展壯大。從最初的傳統車削、銑削和磨削起步,逐漸發展成為一家高度專業化的制造企業,如今同時生產單件產品和批量部件。公司配備有現代化的設備,包括三軸和五軸加工中心、車銑復合中心以及3D-CAD/CAM系統,為生產提供支持。機加工之外,還輔以2D激光切割、用于組件制造的焊接以及各種表面精加工工藝。此外,公司還擁有一個配備接觸式3D測量技術的獨立測量室,即使在嚴格的公差要求下也能確保生產的過程可靠性。

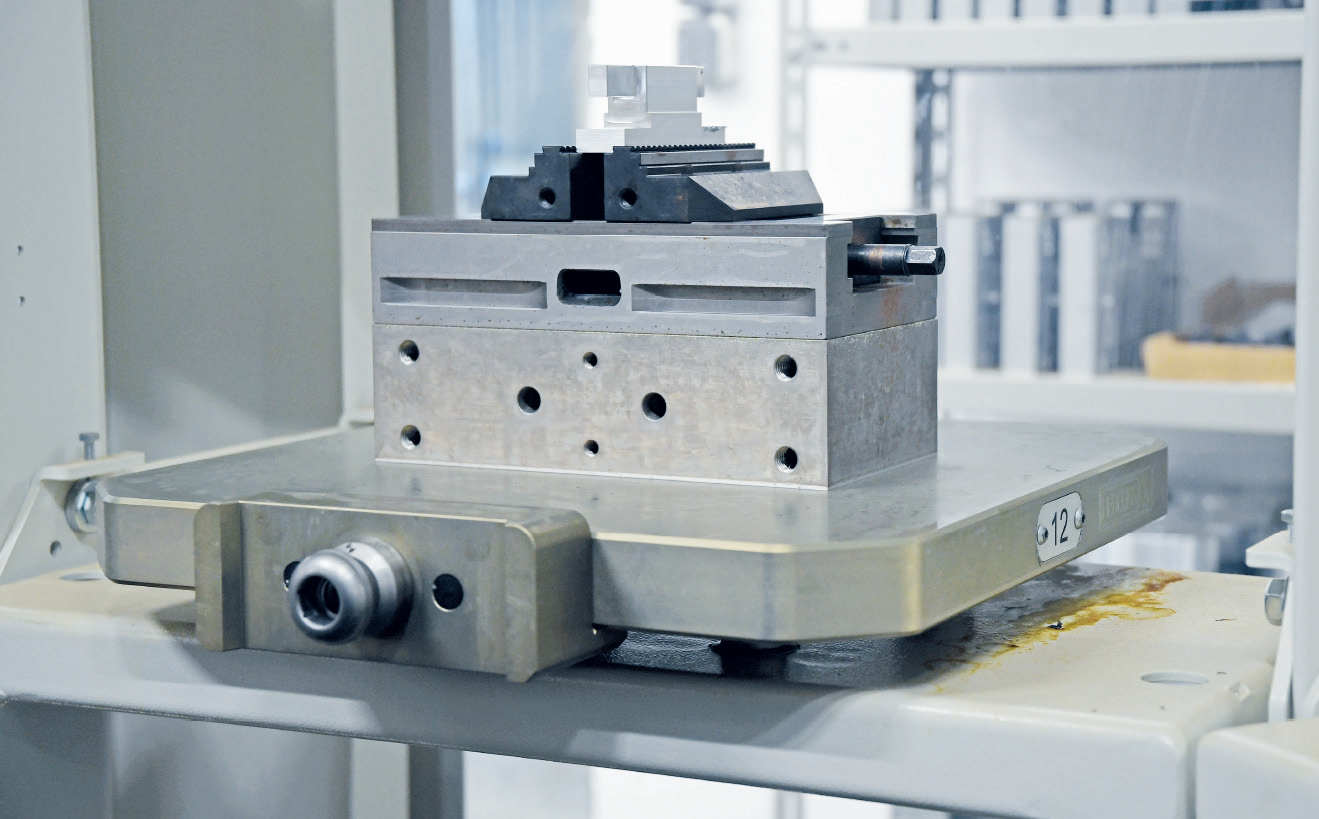
在一臺Hedelius BC 60上加工長工件時,Fraune公司使用了SC2.0固定虎鉗,但也結合使用了多個C.20同心卡盤
夾具技術的轉折點
自2012年起,第二代接班人Heinrich Fraune開始活躍于公司。隨著他的加入,制造技術得到了大規模擴展。同年,第一臺五軸機床入駐。“那也正是決定采用特定工件夾具技術的時刻。”Heinrich回憶道。當時考慮了多種方案,其中包括快速虎鉗和固定虎鉗。“當時我父親說,‘你現在可以買便宜的,但將來某個時候你還得再處理這個問題。或者你從Gressel購買,然后一勞永逸。’回頭看來,這是個正確的決定。Gripos即使在13年后的今天仍在使用。”
做出這一決定的關鍵因素,不僅在于夾具本身的技術質量,還在于Gressel銷售技術工程師Reiner Hartmann的深入咨詢。Hartmann向他展示了靈活夾具系統的優勢,并證明了Gripos即使在材料和幾何形狀多變的情況下也具有強大性能。
如今,Fraune公司加工涵蓋建筑鋼材、鋁、黃銅、銅及其他各種材料、尺寸各異的工件。批量從1-1000件不等,對夾具技術和編程都提出了高靈活性要求。“Gripos是目前我們擁有的最靈活的虎鉗。”Heinrich說。
增長驅動力
另一個里程碑是Hedelius Acura 65。“如果是在現有舊機床上加裝改造,夜間生產是無法實現的。”Heinrich解釋道。新機床配備了大型刀具庫、可容納22個托盤的托盤存儲系統以及額外的12個裝調工位。在夾具方案上,Heinrich再次選擇了Gressel。
這里尤其使用了規格為125的C.20型同心卡盤。它們提供高達35kN的夾緊力,并且通過模塊化設計也能實現特殊應用。“我們使用C.20從未遇到過任何問題。它們精度高、可靠且能快速調整配置。”Heinrich報告道,“這樣,我們將C.20變成一個四卡盤夾具,利用22個托盤便能生產88個零件。”
與此同時,零點夾持系統Gredoc也定期投入使用。這使得操作人員可以非常靈活地使用不同的夾具,并有助于提高機床可用性。C.20通常是首次端面加工的基礎。根據需求,也會使用更短的型號。此外,Fraune公司還使用了固定虎鉗SC2.0。
延伸至測量室
Gressel的夾具技術在測量室中也占有一席之地。這里除了C.20,還有新型同心卡盤C3。“當同事第一次看到C3時,立刻就把它裝到了測量機上。”Heinrich講述道。緊湊的結構和良好的可達性,即使在加工小零件時也令人信服。“對于隨后到貨的C3,我們最初在加工方面對它沒什么信心,我們擔心它的穩定性和夾持力。現在我們知道,它真的很棒。”
自動化項目由Michael Jürging負責指導,他是一家從事機床和加工技術公司的總經理,該公司同時代理Hedelius和Gressel的產品。“為了充分發揮Acura 65自動化的潛力,Fraune公司著眼長遠,為機床配備了大型刀具庫、大型托盤存儲系統以及通用夾具。”Jürging總結道。
C.20 125型同心卡盤是Acura 65上進行首次端面加工的基礎
夾具系統的模塊化結構使其能夠快速響應不斷變化的需求。“當我們在生產制造領域前進一步時,我們盡可能在其他領域也這樣做。”Heinrich補充道。這也包括了測量室,其中使用了與生產中相同的夾具技術。“例如,在某個部件的制造中,我們從方形毛坯轉向圓形毛坯。根據Hartmann的建議,我們能夠使用8個托盤和2個Gredoc零點夾持系統,將產量提高到16個零件。”
對Fraune公司而言,這一點很明確:當涉及加工中的靈活性、質量和經濟性時,夾具技術是一個戰略性因素。“我們很高興我們通過同心卡盤也走向了零點夾持系統。基于Gressel的模塊化夾具,可以持續擴展這些系統。”
本文譯自德國Werkstatt und Betrieb雜志
作者:Michael Hobohm
來源:榮格-《國際金屬加工商情》
原創聲明:
本站所有原創內容未經允許,禁止任何網站、微信公眾號等平臺等機構轉載、摘抄,否則榮格工業傳媒保留追責權利。任何此前未經允許,已經轉載本站原創文章的平臺,請立即刪除相關文章。


